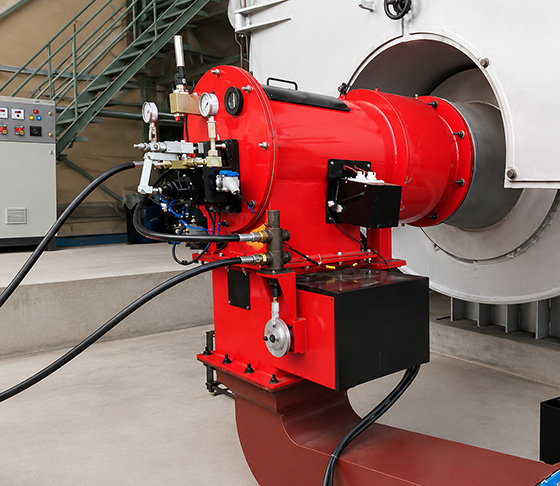
ECCS Heavy Oil Burners are engineered to burn heavy fuel oil efficiently in industrial furnaces, boilers, and high-capacity heating equipment. These burners use advanced atomization methods to convert viscous heavy oil into fine droplets for effective combustion.
To ensure proper combustion, heavy oil is typically preheated before entering the burner. The atomized fuel mixes with combustion air to produce a stable and high-temperature flame suitable for industrial heating processes.
Designed for continuous industrial operation, ECCS burners integrate ignition systems, flame monitoring, and burner management controls to ensure safe, reliable, and efficient combustion performance.